MOM 系统,什么是MOM系统?
时间:2024-12-03 来源:网络 人气:
什么是MOM系统?

MOM系统,全称为Manufacturing Operation Management系统,即制造运营管理系统。它是一种集成化的制造管理平台,旨在通过整合企业内部的各种制造资源,实现生产过程的优化和效率提升。MOM系统起源于20世纪90年代,随着信息技术的发展,逐渐成为现代制造业不可或缺的管理工具。
MOM系统的起源与发展

MOM系统的概念最早由美国仪器、系统和自动化协会(ISA)在2000年发布的ISA-SP95标准中首次明确。此后,MOM系统逐渐发展成为一个涵盖生产、质量、维护、库存等多个环节的综合管理平台。随着智能制造的兴起,MOM系统在功能、性能和适用范围上不断拓展,成为推动制造业数字化转型的重要力量。
MOM系统的核心功能
MOM系统具有以下核心功能:
生产计划与调度:根据市场需求和资源状况,制定合理的生产计划,并对生产过程进行实时调度,确保生产进度和质量。
生产执行监控:实时监控生产现场,包括设备状态、物料消耗、生产进度等,及时发现并解决问题。
质量管理:对生产过程中的质量数据进行采集、分析和监控,确保产品质量符合要求。
设备维护管理:对设备进行预防性维护,降低设备故障率,提高生产效率。
库存管理:对原材料、在制品和成品进行实时监控,确保库存水平合理,降低库存成本。
数据分析与决策支持:对生产、质量、设备、库存等数据进行深度分析,为管理层提供决策支持。
MOM系统与MES系统的区别

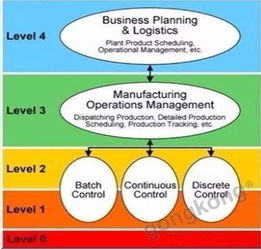
MES系统(Manufacturing Execution System,制造执行系统)是MOM系统的一个子集,主要关注生产现场的实时监控和控制。MOM系统则是一个更广泛的概念,它不仅包括了MES的所有功能,还扩展到了仓库管理(WMS)、设备联机(IoT)、质量管理(QCS)、资产管理(EAM)等多个方面,是对整个制造过程的全面管理。
简单来说,MES系统侧重于生产执行层面的管理,而MOM系统则涵盖了生产执行、生产计划、质量管理、设备维护、库存管理等多个环节,实现了对整个制造过程的全面管理。
MOM系统的应用价值
MOM系统在制造业中具有以下应用价值:
提高生产效率:通过优化生产计划、调度和执行,提高生产效率,降低生产成本。
提升产品质量:通过实时监控、分析和改进,确保产品质量符合要求。
降低库存成本:通过实时监控库存水平,降低库存成本,提高资金利用率。
增强企业竞争力:通过全面管理制造过程,提高企业整体竞争力。
MOM系统作为一种集成化的制造管理平台,在推动制造业数字化转型中发挥着重要作用。通过整合企业内部的各种制造资源,MOM系统有助于提高生产效率、提升产品质量、降低库存成本,从而增强企业竞争力。随着智能制造的不断发展,MOM系统将在制造业中发挥越来越重要的作用。
相关推荐




教程资讯
教程资讯排行